MUA HÀNG NHANH – GỌI NGAY HOTLINE / ZALO
CÔNG TY TNHH THƯƠNG MẠI KỸ THUẬT KIẾN NHẬT chuyên cung cấp thiết bị tiện, phay, cắt gọt kim loại, dụng cụ đo kiểm và phụ kiện máy CNC chính hãng.
MUA HÀNG NHANH – GỌI NGAY HOTLINE / ZALO
CÔNG TY TNHH THƯƠNG MẠI KỸ THUẬT KIẾN NHẬT chuyên cung cấp thiết bị tiện, phay, cắt gọt kim loại, dụng cụ đo kiểm và phụ kiện máy CNC chính hãng.
Kiến Nhật – Đối tác tin cậy của các xưởng cơ khí và doanh nghiệp gia công chính xác.
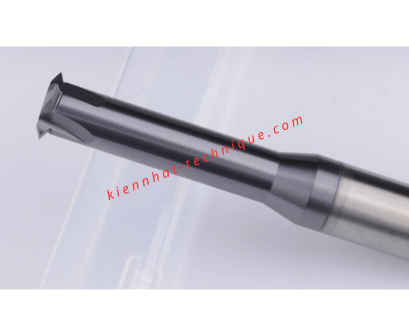
Mua ngay Gọi điện xác nhận và giao hàng tận nơiP1–P3: Đây là loại ren P (pipe thread), bước ren khác nhau tùy tiêu chuẩn
1 răng (1T) → Dao 1 răng, cắt từng rãnh ren một lượt
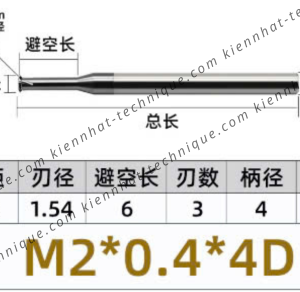
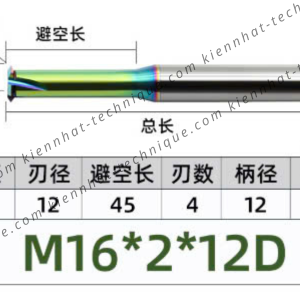
9.6 mm → Đường kính dao (cutting diameter)
30 mm → Chiều dài cắt
75 mm → Tổng chiều dài dao
10 mm → Cán dao
Dao 1 răng, full profile, dễ kiểm soát khi chạy CNC
Dao Ø9.6 mm → nhỏ hơn đường kính danh nghĩa ren P1–P3, nên cần chia nhiều pass nếu ren sâu
Thích hợp gia công các chi tiết ren trụ hoặc ren ống
Chạy ổn định nếu máy vững, runout nhỏ
Khoan mồi tùy ren P1, P2, P3: Ø dao nhỏ hơn Ø ren 1–2 bước ren
Ví dụ:
P1 → khoan ~Ø8 mm
P2 → khoan ~Ø8.5 mm
P3 → khoan ~Ø9 mm
Khoan mồi đảm bảo còn khoảng 1–1.5 mm dao cắt trên chiều sâu ren
Helical interpolation hoặc ramp nhẹ
1 pass hoặc nhiều pass nếu ren sâu >20 mm
Lead-in nhẹ (cung tròn hoặc ramp)
Kiểm soát runout ≤ 0.005 mm
Ăn full sâu 1 phát
Feed quá cao
RPM: 3,000 – 6,000
Feed: 300 – 600 mm/min
RPM: 2,500 – 5,000
Feed: 200 – 400 mm/min
RPM: 2,000 – 4,000
Feed: 100 – 250 mm/min
Ren sâu → chia pass
Dùng dầu cắt hoặc khí thổi mạnh
Dao 1 răng → dễ kiểm soát lực cắt